Первый пост темы: Toxik Post: #180315 От:14.05.2009 (11:53) Собирался прикупить или собрать сварочный полуавтомат - собирать муторно, проще купить, но почитав отзывы в инете передумал. Тем более, что попались статейки про аргоновую сварку.
Решил сделать сам - в хозяйстве вещь полезная, тем более что все оказалось не так сложно. Итак - сварка ведется специальной горелкой с неплавящимся электродом - вольфрамовые, но для начала попробую с молибденом - его найти проще. Сама горелка - на 2 вечера работы.
Остальное - баллон с аргоном+редуктор, и сварочный аппарат - есть переменка, но желательно постоянный или инвертор.
Если кто сталкивался с аргоном - прошу поделиться информацией, оччень пригодится...
В обычных полуавтоматах постоянка. в специальных "возможны варианты". я эти держаки видел в проспектах ,,,там было написано, что годится для обычных аппаратов. видать варит (сам таким не пользовался)
вот к примеру для "лёгких работ" по алюминию , стали, нержавейке (по всей видимости рукав с тефлоновым покрытием) [ссылка]
Фебовцы объясняли. что они не покрытие тефлоновое. а вставки в канал тефлоновые делают... и скорость подачи у алюминия в несколько раз выше требуется...
_________________ "Наука - это то, чего быть не может. То что может быть - это уже технический прогресс" (П.Л. Капица)
"Делай, что должно и будь, что будет.."
Тефлоновая трубка внутрь подающего "спирального шланга" или сам шланг покрытый изнутри...в ЛЮБОМ случае длина шланга от аппарата до горелки желательна минимальная. иначе алюминиевая проволока "гармошится" причём тефлоновую трубку-вставку надо ОЧЕНЬ точно отрезать по длине для переделки стандартного аппарата под алюминий, ибо уже 1-2 миллиметра ошибки и проволока гармошится, также внутренний диаметр трубки критичен (то, что хорошо работает с 1 мм проволокой не всегда означает, что будет работать так-же хорошо с о,8мм)... держак с лентопротягой и катушкой мне кажется удобнее (сам не пользовался), так как путь проволоки короче. так-же сопло=жиклёр не должны быть разношены, (чтобы дуга не горела в нём)...подающий механизм требует почти прецезионной настройки/юстировки, с минимальными"свободным" длинами проволоки...так-же на подающем шланге избегать изгибов.
Учитывая мою малую потребность в сварке алюминия решил гемороем не страдать и купил себе "3 в одном флаконе", алюминий до сих пор варить не требовалось))), так что ещё не все возможности аппарата использованы. [ссылка]
качество Китайское = ОТЛИЧНОЕ!!!!!!!!!!!!!!!!!!!!!!!1
РЕКОМЕНДУЮ.
Если ФЕБ еще жив, я лучше их отыщу, когда понадобится... Сами ребята не бестолковые и подход их мне нравился... хотя с таким подходом скорее всего их уже сожрали...
В свое время у них был заказ от судостроительного завода на поставку их аппаратуры именно по сварке алюминия... не думаю, что сверхточность и суперюстировка прижились бы на том производстве... Как говорил Калашников "нет зазора, нет движения" 😀
_________________ "Наука - это то, чего быть не может. То что может быть - это уже технический прогресс" (П.Л. Капица)
"Делай, что должно и будь, что будет.."
на более толстой сварочной проволке скорее всего юстировка не потребуется...0,8 мм требовала. (хотя не исключаю некоторую недоработку завода-изготовителя), или возникшие за время эксплуатации "толерансы".
Люмоний нормально можно варить только аргоновой сваркой (сваркой в среде аргона неплавящимся вольфрамовым электродом, если быть точнее). остальное - получается откровенная кака.
Это обычный полуавтомат,НО питание дуги переменным током
Да фиг там! полуавтомат - контактная сварка. Проволока подается к детали, и плавится от сопротивления, углекислота (или гелиевая смесь) предошраняет деталь и шов от окисления. Годится только машины варить, ибо сварочной ванны полуавтоматом не сделаешь.
Аргоновая сварка - дуговая, неплавящимся электродом. Аргон - не только защитный газ, но и СРЕДА для горения дуги. Управляя дугой, я могу регулировать глубину "проплавляемого" материала, при необходимости - могу добавить металла присадочной проволокой. т.е. для сварки нужен сварочный аппарат+баллон с аргоном+горелка, желателен осцилятор и выпрямитель.
Полуавтоматы, работающие без газа - варят порошковой проволокой, она содержит в своем составе флюс, который испаряется, оттесняя воздух, и создавая защитную среду. Качество - выше, чем у полуавтомата, но гораздо хуже, чем у аргона. Пользовался пару раз, когда оружие реставрировал - наваривал металл. Понравилось, но проволока дорогущая. Обычная, обмедненная+углекислота - гораздо дешевле.
Вообще, я так на аргоновой остановился. Варит ВСЕ, и качественнее, чем любым другим способом. Правда, медленно, если на машинах кузова варить - так полуавтомат быстрее, и ума не надо.
Ванна это тоже не единственное, что при сварке нужно... Мы говорим о разных типах сварки полуавтомат это сварка типа mig/mag, а то что принято называть аргоновой это wig/tig... Разница в том, что в первом случае электрод поступает в зону расплава и является расходным, во втором случае электрод только поддерживает дугу, а в зону расплава поступает присадочный материал... у всего есть свои плюсы и минусы... а точнее область применния...
_________________ "Наука - это то, чего быть не может. То что может быть - это уже технический прогресс" (П.Л. Капица)
"Делай, что должно и будь, что будет.."
По первой схеме так называемая вольтдобавка. У меня друг делал примерно так же. ХХ 100в. дуга зажигается очень легко. Скопился небольшой опыт сварки аргоном с применением гуся 165. Могу поделиться. После русича с осцилятором немного непривычно зажигать дугу чирканьем, но привыкается быстро. Зато установка тока сварки с точностью до 1А это очень и очень гут!!!!!! Никаких балластников лишних проводов и прочей мутоты. Просо кнопочками набрал скоко нужно и в путь. По ходу купил маску хамелеон, оказалось что они тоже бывают разные. Моя подходит для сварки ПА и аргоном на совсем маленьких токах(до 50а). В отличии от трансов мой работает от пакетника 10А не выбивая его. Варил при этом тройкой на токе 80А. Нету таких огромных скачков пускового тока и пакетник не выбивает, правда если злоупотреблять этим, пакетник просто горит. В общем нужно потихоньку отходить от трансов, при всей простоте конструкции это огромный вес и чудовищное потребление эл.энергии
tixoxod-4x4 Пост: 224278 От 13.Jan.2010 (17:11)
В общем нужно потихоньку отходить от трансов,
Тут ты не совсем прав.
Транс для создания рабочего напряжения- 24 вольта- это надежно.
А вот хитрую характеристику регулировки- зажигания, поддержания дуги,
надо создавать электроникой- это просто и уже недорого будет.
Есть еще характеристика дуги, которая формируется самим источником. В гусе переключение с ручника на аргон происходит просто конопочкой, а в трансе нужны балластники или рассеивание между обмотками
мне как-то больше плазморезы на магнетроне нравятся, а не на вольфрамовом электроде и дуге😬 Управление там гибкое: и скоростью газа-возбудителя и ток накала с анодным. можно от 0.1мм металлом работать и до 8 мм. Дальше магнетрон уже не канает. Больше облучишься, чем нарежешь.🤢
_________________ Не бойся делать то, чего не знаешь. Ковчег построил любитель - профи создали Титаник.
Пошарился по форумам. В большинстве своем люди хвалят французские инверторы
"GYSMI-125" и наши аппараты "Русич"-160М. (Переменного тока с осциллятором и регулировкой тока). [ссылка] [ссылка]
Чстно говоря, так и не понял - которые лучше?
По цене и тот и другой укладываются в 5-7 тысяч рублей.
Но французом вроде как алюминий варить нельзя, а "Русичем" - можно.
Хотя как переменкой из "Русича" нержавейку варить - тож непонятно, там же вроде постоянка нужна?
Да, и такой вопрос к знатокам - каким конденсатором шунтировать первичку обыкновенного сварочного трансформатора, чтобы предохранитеи не выбивало?
_________________ Шел Шива по шоссе - разрушая сущее. А навстречу Cаша шла - круглое сосущая.
Объясняю как владелец и того и того. С разницей что сейчас у меня гусь 165 и был русич 165. Русичем нержа варится прекрасно за счет осцилятора. Так же как и обычное железо электродом. По ощущениям это приятно как постоянкой. Замечательно зажигается дуга в аргоне, просто поднес и горит очень длинная не сильно нагревая деталь. Перевел ее в точку сварки сократил до рабочей длинны и варишь. По поводу гуся. Действительно люминь варить можно только переменкой, она разрушает окисную пленку на поверхности металла. Но ток требуется гораздо больший чем для сварки нержи и черных металлов. 160А это мало. И еще немаловажная деталь. У гуся пусковой ток на столько мал, что я сейчас при 10А пакетнике ставлю под электрод 3мм ток 80А и спокойно варю им. А у русича ток хх очень большой в силу конструкции.
советую присмотреться к аппаратам фирмы СВАРОГ вот себе прикупили аппарат [ссылка] пользуемся около года, пока с поставлеными задачами справляется. Очень порадовало охлаждение аппарата, лучше чем у бримы.
На счет токов. Алюминий можно варить и при 3 амперах (варим аллюминивые радиаторы автомобильных кондеров) только правильный электрод нужно и сопло.
Большие детали надо резачком подогревать, а не греть токами.
А в сторону полуавтоматов обещающих варить алюминий даже не смотреть, ибо где только небыл не смогли мне заварить им ни на одной демонстрации, непровар конкретный и шов пористый.
Оно, конечно, спасибо за совет, но как-то полсотни тысяч рублей выбрасывать на сварочник?😳
За такие деньги я с полдесятка трансформаторов своими руками перемотаю!
Все-же склоняюсь к варианту Русич ЛЮКС - М 180 S [ссылка]
Там и электронная ступенчатая регулировка тока есть от 10-ти до 170-ти Ампер и осциллятор, опять-же...
Да и цены у них вполне себе демократичные. [ссылка]
Либо Русич ЛЮКС 200
он мощнее (5.2 КВА против 3.6) и ток регулируется только в пределах 140-200 А. Но зато, почему-то дешевле. Хотя и не намного. [ссылка]
Насколько я понимаю - для сварки алюминия нужно дополнительно баллон аргона и горелку заказать.
_________________ Шел Шива по шоссе - разрушая сущее. А навстречу Cаша шла - круглое сосущая.
если в планах стоит варить нержу толщиной ок 0,5мм и 10а может оказаться много. Я уже пару раз желел что у гусика ток не от пяти ампер начинается. Для железяк из нержи толщиной 1-2 мм достаточно 40-60а
Спасибо - тогда стопудово Русич ЛЮКС - М 180 S ! 😀
Как раз там осциллятор есть - "чирканьем" я дырок нажгу черте-сколько!
Пробовал уже как-то раз...😬
ЗЫ. Вопрос-то все-таки остался - каким конденсатором зашунтировать первичку обычного сварочного трансформатора, с сердечником площаью 32 кв. см. чтобы пробки не выгорали?
0.5 мкф 630 вольт хватит?
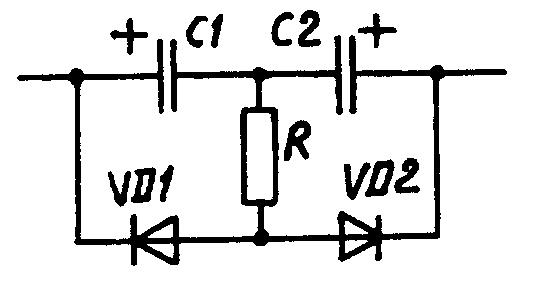
И еще такй вопрос - вот в этой схеме динисторы можно не использовать?
Просто нету их...
_________________ Шел Шива по шоссе - разрушая сущее. А навстречу Cаша шла - круглое сосущая.
Это все как мертвому припарка. Есть такое понятие как индуктивное сопротивление первичной обмотки. Оно по определению транса маленькое и по этому его нельзя изменить. при постоянке на вторичке последовательно с кондером вольтдобавки ставят резистор, иначе при зажигании дуги будет происходить хлопок и дуга будет разбрызгиваться и не зажигаться. Сама по себе дуга в трансе может гореть при любом соотношении напряжения и тока, но для сварки даже просто электродом нужна ее падающая характеристика. В П-образном сердечнике она формируется рассеиваем магнитного потока, а в Ш-образном в дросселе на постоянке. Это все низкий кпд, инверторы этого избежали
Выход со вторички думаю сделать так, как здесь:
(Спасибо Олег-джану за наводку!) 😀
http://valvol.flyboard.ru/topic111.html
в чем выигрыш:
дешего и сердито
легко регулируется ток
компенсация косинуса фи(иначе,возможно в гаражах ты просто не сможешь ничем варить,если сеть будет сильно проседать)
этот сварочник по качеству сварки не уступает инвертору но прост и надёжен
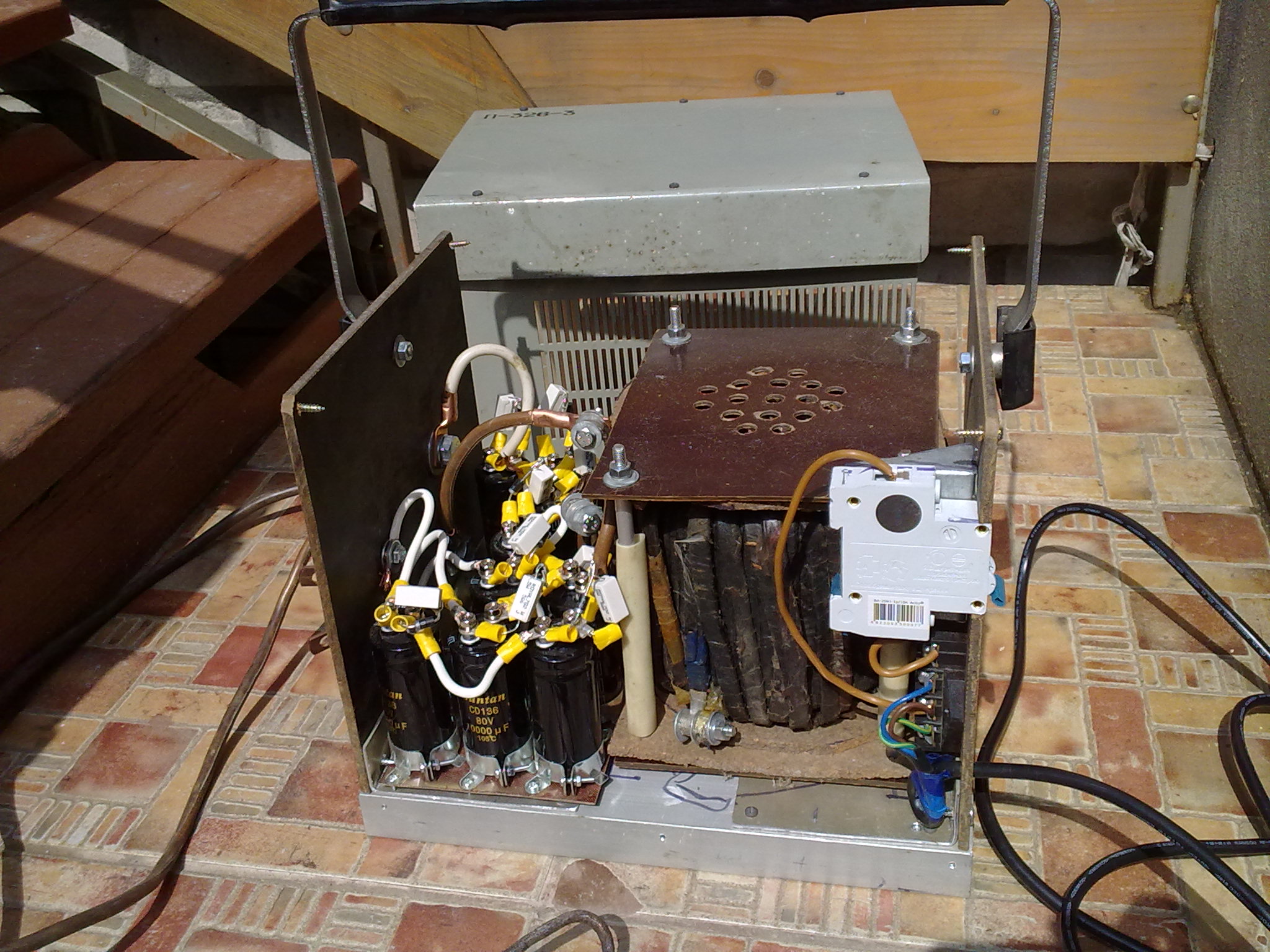
Тороидальный транс от латра , на который намотано 34 витка провода 16 мм.кв. в ПВХ изоляции , и пять пар кондеров по 10000мкф 100В.
Кондеры несоветские , поэтому соединяются плюсом к плюсу. После кондеров диодный мост собранный на базе двух трехфазных 100 Амперных мостов и конденсатор с маленьким резистором (2 Ома). Для подьема хапряжения х.х. В качестве переключателей режима сварки применены пробки автоматы на 10 Ампер.
На трех парах кондеров - 70 Ампер , На четырех 95 Ампер, на пяти парах - 120 Ампер. Напряжение х.х. 45 Вольт. Дуга на всех режимах горит устойчиво , без разбрызгивания , шов ровный , провар хороший. После трех троек подряд кондеры холодные совсем , транс теплый - градусов 45.. Диодный мост теплый , тоже градусов 45.
Вес аппарата около 10 кг.
Аппаратом очень доволен.
Вот картинки кишков и пробных швов. [ссылка]
...чтоб кондёры служили долго Защитите их диодами (пятиамперные вполне подойдут)
Сегодня долго и упоительно варил этим аппаратом - и тройкой и два с половиной - аппарат без обдува совершенно холодный !
Пробка , которя у меня всегда прыгает , когда я варю тройкой , стоит как влитая - что значит резонанс ! Если кто думает о бюджетном сварочнике на все случаи жизни - эот тот самый вариант - аппарат просто сказка. Работы его сделать - часа два.Трансформатор подходит любой , особенно хорошо работают трансы с жесткой х-кой .. Кондеры брать с запасом по напряжению. Не пытаться ставить кондеры в первичку - или каюк первичке или кондерам - кто послабше.
_________________ Шел Шива по шоссе - разрушая сущее. А навстречу Cаша шла - круглое сосущая.
Давно собирался сделать, но как-то руки не доходили.
Вот только сейчас приехал из магазина - набрал комплектухи, буду лепить такой резонансный сварочник. Думал собирать инвертор, но у этого варианта есть свои плюсы 😶 . Главный из них - материала на транс у меня валом (от бати остался) и надо было купить только детали на резонансные цепи. Пока, без автоматов и галетника на первичку (для слабых напруг сделаю еще и переключение в первичке), без проводов сети и св.кабелей и держака, а так-же расходов на корпус - получилось потратить около 575 гривен (около 73,7$). 😕
Только вот в схемке защитных диодов там залипуха какая-то.
Надо так, как на рисунке ниже.
Подобным образом делается защита в пусковые конденсаторы трехфазных электродвигателей от однофазной сети.
Единственное что непонятно - номинал и мощность резистора.
диоды защиты пусковых конденсаторов Размер: 20.38 KB
_________________ Шел Шива по шоссе - разрушая сущее. А навстречу Cаша шла - круглое сосущая.
Да чего там непонятного 😳 - я два дня уже варю новым аппаратом. Погонял его на разных режимах и в принципе - доволен. Но еще поставлю мосты для постоянки и осцилятор - чтобы ржавчину не зачищать особо. На сборку ушло 2,5 рабочих дня. А вчера заменил прогнившее дно на душевой бочке (все вырезал и вварил из листа новое дно) - на 70 А тройкой очень мягко и хорошо металл ложится, а при 90 А - хуже тем, что надо было следить - чтобы не прожигать металл бочки. Двоечкой - просто песня ! Можно делать очень аккуратные швы - типа как при сварке рамы на велике. Я еще одну ступень сделал - 45-50 А на всяк случай (есть мыслишки).
 pendik |
Post:223597 - Date: 11.01.10(12:53)
pendik |
Post:223597 - Date: 11.01.10(12:53)